ę╗ĪóMES ║åĮķ
MES—Manufacturing Execution System ŽĄĮy(t©»ng)Ż¼╚½ĘQųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)Ż¼ū„×ķ╔·«a╗Ņäė┼c╣▄└Ē╗Ņäėų«ķgą┼Žó£Ž═©Ą─ś“┴║Ż¼MES ŽĄĮy(t©»ng)žōž¤▄ćķg╔·«a╣▄└Ē║═š{Č╚ł╠(zh©¬)ąąŻ¼═©▀^¼F(xi©żn)ł÷Ą─īŹĢröĄ(sh©┤)ō■(j©┤)é„▀fŻ¼ėąą¦Ą─╣▄└Ē▄ćķg╔·«a╗ŅäėŻ¼į┌Ų¾śI(y©©)š¹éĆą┼Žó╝»│╔ŽĄĮy(t©»ng)ųąŲų°│ą╔ŽåóŽ┬Ą─ū„ė├ĪŻ
Č■Īó╔·«aå¢Ņ}Ą─╠ß│÷
é„Įy(t©»ng)Ą─ūā╦┘Ų„čb┼õŠĆ╔·«a─Ż╩Į╩ŪŻ║╔·«aš{Č╚▓┐ķTė├ERP ą╬│╔╔·«aėŗäØŻ¼▄ćķgėŗäØåT═©▀^ERP īó«ö╚šėŗäØ╚╦╣żĘųĮŌŻ¼ė╔╚Ī┴ŽåTĖ∙ō■(j©┤)ĘųĮŌ║¾Ą─╔·«aėŗäØ║═─┐Ū░╔·«a▀MČ╚Ż¼Å─▄ćķgÄņĘ┐╚Ī┴Ž▓ó╦═┴Ž╔ŽŠĆŻ¼╔·«aŠĆ╣ż╚╦Ė∙ō■(j©┤)üĒ┴Ž║═╔·«aėŗäØ═Ļ│╔ūā╦┘Ų„čb┼õŻ¼╔·«aėŗäØł╠(zh©¬)ąąŪķør═©▀^į┌ūā╦┘Ų„╔Žė├Ę█╣PėŗöĄ(sh©┤)üĒ┤_Č©ĪŻ
▀@ĘN╔·«a─Ż╩ĮĄ─▒ū▓Īį┌ė┌Ż║╔·«aŠĆ═Ļ╚½╚╦╣ż╣▄└ĒŻ¼ėŗäØé„▀fŁh(hu©ón)╣Ø(ji©”)ČÓŻ¼ą¦┬╩Ą═Ūęęū│÷ÕeŻ╗čb┼õ▀^│╠¤oĘ©▒O(ji©Īn)┐ž▓óŪę¤oĘ©▓╔╝»čb┼õ▀^│╠ģóöĄ(sh©┤)Ż╗ø]ėą┤_▒Ż╚Ī┴Žš²┤_Ą─╩ųČ╬Ż¼Ė³ø]ėąĘ└ų╣Õe┬®čbĄ─┤ļ╩®Ż╗¤oĘ©Ė·█Ö╔·«aėŗäØĄ─ł╠(zh©¬)ąąŪķørŻ¼Ž▐ųŲ┴╦ERP ŽĄĮy(t©»ng)Ą─Š½┤_║═ėąą¦æ¬ė├Ż╗¤oĘ©īŹ¼F(xi©żn)ī”╔·«aĄ─Š½ęµ╣▄┐žŻ╗ī”«aŲĘ┘|┴┐¤oĘ©▒O(ji©Īn)┐žŻ¼«ö╔·«a│÷¼F(xi©żn)«É│ŻĢrŻ¼ę▓¤oĘ©╝░Ģr░l(f©Ī)¼F(xi©żn)Ż╗ī”│÷ÅS║¾Ą─│╔ŲĘŻ¼«ö│÷¼F(xi©żn)┘|┴┐╩┬╣╩ĢrŻ¼▓╗ęūūĘ▓ķ░l(f©Ī)╔·┘|┴┐å¢Ņ}Ą─įŁę“ĪŻ
╚²Īó╚ń║╬╩╣ė├MES ŽĄĮy(t©»ng)╠ß╔²╔·«a╣▄└Ē
┐é¾wüĒšfŠ═╩Ū└¹ė├MES ŽĄĮy(t©»ng)Į©┴óę╗╠ū“▄ćķgöĄ(sh©┤)ō■(j©┤)╣▄└ĒĄ─Įy(t©»ng)ę╗ŲĮ┼_”Ż¼═©▀^īŹĢr╩š╝»╔·«a¼F(xi©żn)ł÷Ą─Ė„ĘN╔·«aą┼ŽóĪó╝░ĢrĄ─ą┼Žó╣▓ŽĒ║═£╩┤_Ą─╩┬╝■ŅAł¾Ż¼×ķ╣½╦Š╣▄└Ēīė▀Mąą╔·«aøQ▓▀╠ß╣®īŹĢrĄ─¼F(xi©żn)ł÷öĄ(sh©┤)ō■(j©┤)Ż¼┤┘▀M╣▄└Ē┼cųŲįņĄ─ę╗¾w╗»║═īŹĢr╗»Ż¼īŹ¼F(xi©żn)ERP/MES/┐žųŲīėĄ─╝»│╔Ż¼╚½├µš¹║Ž▓óėąą¦└¹ė├Ė„éĆ╣▄└ĒŽĄĮy(t©»ng)║═┐žųŲŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)Ż¼║å╗»śI(y©©)äš▓┘ū„Ż¼╠ßĖ▀śI(y©©)äšą¦┬╩ĪŻ
└¹ė├Ė„ĘNŚl┤a┼cūįäėūRäeŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)ī”┴Ń▓┐╝■╝░«aŲĘĄ─ėąą¦Ė·█ÖŻ¼═©▀^MES ŽĄĮy(t©»ng)║═╔·«a¼F(xi©żn)ł÷Ė„ÖCļŖįOéõĄ─ą┼Žó£Ž═©Ż¼MESŽĄĮy(t©»ng)┐╔╩š╝»║═ėøõø«aŲĘ╝░┴Ń▓┐╝■Ą─▓┘ū„╣żą“Īó▓┘ū„╚╦åTĪó▓┘ū„ĮY╣¹öĄ(sh©┤)ō■(j©┤)Īóįć“×£yįćöĄ(sh©┤)ō■(j©┤)Īó┘|┴┐Öz▓ķöĄ(sh©┤)ō■(j©┤)Ż¼ą╬│╔├┐éĆ┴Ń▓┐╝■╗“«aŲĘ═Ļš¹Ą─Īó┐╔ūĘ╦▌Ą─╔·«aėøõøŻ¼×ķŲ¾śI(y©©)Ž“┐═æ¶ūCīŹ«aŲĘ┘|┴┐ĪóūĘ╦▌å¢Ņ}Ė∙į┤╗“įu╣└å¢Ņ}Ą─ć└ųž│╠Č╚Ą╚╠ß╣®įöīŹĄ─┘|┴┐öĄ(sh©┤)ō■(j©┤)ų¦│ųŻ¼═¼Ģr▀Ć┐╔ęįī”ĻPµI┴Ń▓┐╝■īŹ¼F(xi©żn)┼·┤╬Ė·█ÖŻ¼ęį╝░Ę┼Õe┬®čbĪŻ×ķERPĪó╩█║¾Ę■䚎ĄĮy(t©»ng)╠ß╣®╦∙ąĶūā╦┘Ų„Ą─«aŲĘ┘|┴┐Ė·█Öą┼ŽóŻ¼ĮĄĄ═śI(y©©)äš╚╦åT╣żū„┴┐Ż¼╠ßĖ▀╣▄└Ēą¦┬╩ĪŻ
╦─Īó╚ń║╬īóMES ŽĄĮy(t©»ng)▀\ė├ė┌ūā╦┘Ų„čb┼õ╔·«a▀^│╠ųą
1. ╔·«aėŗäØ╣▄└Ē
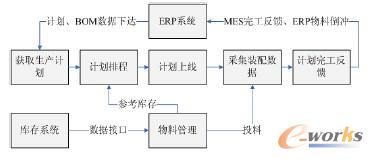
łD1 MES ŽĄĮy(t©»ng)┼cERP ╝»│╔║¾Ą─╔·«aėŗäØ┐žųŲłD
═©▀^ERP ŽĄĮy(t©»ng)īóėŗäØĪóBOM Ą╚öĄ(sh©┤)ō■(j©┤)ķ_Ę┼ĮoMES ŽĄĮy(t©»ng)Ż¼MESŽĄĮy(t©»ng)į┌½@╚ĪėŗäØöĄ(sh©┤)ō■(j©┤)║¾Ż¼┐╔ęįĖ∙ō■(j©┤)ėŗäØ╠ž³c▀Mąą┼┼«aŻ¼ę▓┐╔ęįė╔╚╦╣żģó┼c┼┼«aĪŻMES ŽĄĮy(t©»ng)Įė╩šėŗäØĄ─═¼ĢrŻ¼╔·│╔«aŲĘą“┴ą╠¢Ż¼▓óīóįōą“┴ą╠¢░┤┤╬ą“┼c├┐┼_╔ŽŠĆčb┼õĄ─ūā╦┘Ų„▀MąąĮēČ©Ż¼ė├ė┌║¾└m(x©┤)ūā╦┘Ų„čb┼õ▀^│╠Ą─öĄ(sh©┤)ō■(j©┤)▓╔╝»ĪŻ
Č°└¹ė├MES ūį╔ĒĄ─Įy(t©»ng)ėŗ╣”─▄Ż¼┐╔ęį╔·│╔«a┴┐╚šł¾Īóį┬ł¾Īó─Ļł¾Ą╚Įy(t©»ng)ėŗöĄ(sh©┤)ō■(j©┤)Ż¼╔§ų┴ī”ūā╦┘Ų„čb┼õ▀^│╠ųąŻ¼─│ą®╣ż╬╗Ą─╣żą“═Ļ│╔┘|┴┐ęį╝░ūā╦┘Ų„Ą─ĘĄą▐┬╩Ą╚öĄ(sh©┤)ō■(j©┤)Č╝┐╔ęį▀Mąą▒O(ji©Īn)┐ž┼cĮy(t©»ng)ėŗŻ¼▓╗āH╣Ø(ji©”)╝s┴╦╔·«aĮy(t©»ng)ėŗĄ─ĢrķgŻ¼▀Ć×ķ╠ß╔²╔·«a╣▄└Ē╦«ŲĮ╠ß╣®┴╦▒žę¬Ą─╗∙ĄAöĄ(sh©┤)ō■(j©┤)ĪŻ
2. ╬’┴Ž╣▄└Ē
MES ŽĄĮy(t©»ng)į┌ĮėĄĮERP Ž┬▀_Ą─╔·«aėŗäØ║¾Ż¼┐╔īóŠ▀¾w╬’┴Ž┼õ╦═├„╝Ü╔·│╔║¾░l(f©Ī)╦═Įo╬’┴Ž┼õ╦═╚╦åTŻ¼ųĖī¦┼õ╦═╚╦åTīóš²┤_öĄ(sh©┤)┴┐Ą─╬’┴ŽĪóį┌š²┤_Ą─ĢrķgĪó╦═ĄĮš²┤_Ą─╣ż╬╗ĪŻÅ─╬’┴ŽĄ─į┤Ņ^╔ŽĘ└ų╣čb┼õ╗ņčbĄ─░l(f©Ī)╔·Ż¼į┌£p╔┘ŠĆ┼įÄņ┤µöĄ(sh©┤)┴┐Ą─Ū░╠ߎ┬Ż¼▒M┐╔─▄▒ŻūC╔·«aŠĆ▓╗öÓ┴ŽĪó▓╗╚▒┴ŽŻ¼═¼Ģr┐╔£pĄ═ī”┼õ╦═åT╣żĮø“×║═╝╝─▄Ą─ę¬Ū¾ĪŻ
ė╔ė┌╩╣ė├ļŖūė╗»╣▄└Ē╬’┴ŽŻ¼┐╔ęį╝░Ģr░l(f©Ī)¼F(xi©żn)╬┤░┤ėŗäØ┼õ╦══Ļ│╔Ą─┼õ╦═╣żå╬Ż¼ČĮ┤┘┼õ╦═åT═Ļ│╔Ęų┼õĮoŲõĄ─┼õ╦═╚╬äšĪŻ
3. ╣ż╬╗╣▄└Ē
└¹ė├MES ŽĄĮy(t©»ng)Ą─į┌ŠĆļŖūėš╣╩Š╣”─▄Ż¼┐╔ęįį┌ŠĆš╣╩Š╔·«aėŗäØĪó╔·«a▀MČ╚Īóčb┼õ▀^│╠ųąĄ─╠ž╩Ōę¬Ū¾Ą╚ą┼ŽóŻ¼▓┘ū„š▀┐╔į┌Ė„ūįĄ─╣ż╬╗ĘĮ▒ŃĄ─į┌ŠĆ▓ķįā«öŪ░╔·«aėŗäØŻ¼╣ż╦ć╬─╝■Ą╚ą┼ŽóŻ¼«öčb┼õ▀^│╠ųąė÷ĄĮ«É│ŻŪķørĢrŻ¼ę▓┐╔ęį└¹ė├į┌ŠĆ═©ėŹįOéõ╝░Ģr┼c▄ćķg╣▄└Ē╚╦åT╚ĪĄ├┬ō(li©ón)ŽĄŻ¼╠ßĖ▀┴╦¼F(xi©żn)ł÷å¢Ņ}Ą─╠Ä└Ē╦┘Č╚ĪŻ
└¹ė├MES ŽĄĮy(t©»ng)Ą─BOM ╣▄└ĒŻ¼īó├┐┼_ūā╦┘Ų„Ą─╔·«aBOM ╝ÜĘųĄĮ├┐éĆ╣ż╬╗Ż¼į┌ĻPµI╣ż╬╗Ą─čb┼õ▀^│╠ųąŻ¼═©▀^ī”ĻPµI┴Ń▓┐╝■Ą─Æ▀┤aūRäeŻ¼▓ó┼cįō╣ż╬╗BOM ŪÕå╬▀Mąą▒╚ī”Ż¼┐╔ęįĘ└ų╣Õe┬®čbĪŻ╚ń╣¹Æ▀┤aūRäe║¾įō┴Ń╝■┼c▒Š┼·┤╬čb┼õūā╦┘Ų„╦∙ė├┴Ń╝■Ą─BOM ▓╗ę╗ų┬Ż¼╗“š▀į┌įō╣ż╬╗čb┼õ═Ļ│╔║¾▀Ćø]ėąÆ▀┤aūRäeįō┴Ń╝■Ż¼ätMES ŽĄĮy(t©»ng)īół¾Š»╠ß╩Š▓┘ū„š▀Ż¼▒▄├ŌĻPµI┴Ń▓┐╝■░l(f©Ī)╔·Õe┬®čbĪŻ
4. ą┼ŽóĄ─▓╔╝»┼cėøõø
čb┼õ▀^│╠ųąų„ę¬╩š╝»▓┘ū„š▀Īó▓┘ū„ĢrķgĪó╣Ø(ji©”)┼─Īó┴Ń▓┐╝■ŠÄ╠¢Īó┴Ń▓┐╝■╣®æ¬╔╠Īó┴Ń▓┐╝■┼·┤╬ĪóÕe┬®čbś╦ūRĪóčb┼õįOéõ▀\ąąģóöĄ(sh©┤)║═ūā╦┘Ų„įć“×öĄ(sh©┤)ō■(j©┤)Ą╚ĪŻī”▀@ą®öĄ(sh©┤)ō■(j©┤)▀Mąąėøõø┼c▒Ż┤µ║¾Ż¼ū÷×ķ├┐┼_ūā╦┘Ų„Ą─čb┼õ▀^│╠ą┼ŽóŻ¼īó▀@ą®ą┼Žó┼c╔ŽŠĆĢrMES ŽĄĮy(t©»ng)╔·│╔Ą─«aŲĘą“┴ą╠¢▀MąąĮēČ©Ż¼╝┤ą╬│╔┴╦├┐┼_ūā╦┘Ų„Ą─╔·«a▀^│╠ą┼ŽóŻ¼▒Ńė┌į┌▀Mąą«aŲĘ┘|┴┐Ė·█ÖĢrŻ¼ūĘ╦▌╔·«a▀^│╠ĪŻ
5. ┘|┴┐┐žųŲ╣▄└Ē
═©▀^MES ŽĄĮy(t©»ng)Ą─į┌ŠĆą┼Žó▓╔╝»Ż¼┐╔ęį½@╚Īčb┼õŠĆĖ„ĘNļŖ┐ž╗»įOéõĄ─▓┘ū„öĄ(sh©┤)ō■(j©┤)Ż¼╚ńŻ║ē║ÖCē║┴”╬╗ęŲöĄ(sh©┤)ō■(j©┤)Īóįć“×┼_įć“×öĄ(sh©┤)ō■(j©┤)ĪóöQŠo╣żŠ▀öQŠo┴”ŠžĪóÖCŲ„╚╦▀\ąąģóöĄ(sh©┤)Ą╚ĪŻŽĄĮy(t©»ng)īŹĢrīóĖ„éĆ▀^│╠ģóöĄ(sh©┤)┼cŅAįOģóöĄ(sh©┤)▀Mąąī”▒╚Ż¼▒O(ji©Īn)┐žš¹éĆčb┼õŠĆĄ─ĀŅæB(t©żi)Ż¼╚¶ėą╚╬║╬ę╗ĒŚ▀\ąąģóöĄ(sh©┤)│÷¼F(xi©żn)«É│ŻŻ¼MES ŽĄĮy(t©»ng)┐╔┴ó┐╠░l(f©Ī)│÷«É│ŻŠ»ł¾╝░═ŻŠĆ┐žųŲŻ¼▓óėøõø«É│Żą┼ŽóĪŻ
╬ÕĪóĮYšZ
═©▀^MES ŽĄĮy(t©»ng)Ą─╩╣ė├Ż¼┐╔ęį╚½├µš¹║Ž▓óėąą¦└¹ė├Ė„éĆ╣▄└ĒŽĄĮy(t©»ng)║═┐žųŲŽĄĮy(t©»ng)Ą─öĄ(sh©┤)ō■(j©┤)Ż¼║å╗»śI(y©©)äš▓┘ū„Ż¼╠ßĖ▀śI(y©©)äšą¦┬╩ĪŻMES ŽĄĮy(t©»ng)ęč╩Ū¼F(xi©żn)┤·╗»čb┼õ╔·«aŠĆ▓╗┐╔╚▒╔┘Ą─ę╗▓┐ĘųŻ¼ī”čb┼õŠĆŠ½ęµ╗»╔·«aĪó«aŲĘĘ└Õe┬®čbĪó«aŲĘ┐╔ūĘ╦▌Ön░ĖĄ─Į©┴óęį╝░čb┼õ▀^│╠┘|┴┐┐žųŲĄ╚ĘĮ├µČ╝ėą┼eūŃ▌pųžĄ─ū„ė├ĪŻūā╦┘Ų„čb┼õŠĆę²╚ļMES ŽĄĮy(t©»ng)║¾Ż¼┐╔ęįÄ═ų·╔·«a╣▄└Ēš▀ĮĄĄ═╣▄└Ē│╔▒ŠŻ¼╠ß╔²╣▄└Ēą¦┬╩║═┐žųŲ┴”Č╚Ż¼Å─Č°▀_ĄĮŠ½╝Ü╗»╣▄└ĒĄ──┐ś╦Ż¼į÷ÅŖŲ¾śI(y©©)║╦ą─ĖéĀÄ┴”ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.sdyuan.com/
▒Š╬─ś╦Ņ}Ż║MESŻ©ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)Ż®į┌ūā╦┘Ų„čb┼õųąĄ─æ¬ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.sdyuan.com/html/solutions/1401936943.html



▀xą═ųąą─")
¾w“×ųąą─")
«aŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")