Ū░čį
į┌ųą║±░Õ▄łÖC(j©®)ūįäė▄łõō┐žųŲŽĄĮy(t©»ng)ųąŻ¼Č■╝ēŽĄĮy(t©»ng)Ż©Level2Ż®╩Ūš¹éĆŽĄĮy(t©»ng)Ą─┐žųŲųąśąŻ¼ę╗░Ń░³└©£žČ╚─Żą═Īó╬’┴ŽĖ·█Ö─Żą═ĪóŅA(y©┤)ėŗ╦Ń─Żą═Īó▄łųŲ─Żą═Ą╚ČÓéĆ┐žųŲ─Żą═ĮM│╔ĪŻ▀@ÄūéĆ─Żą═ų«ķg╗źŽÓĻP(gu©Īn)┬ō(li©ón)Ż¼ė╔Č■╝ēĄ─┐žųŲ║═¤o┐žųŲ╣”─▄ēK▀M(j©¼n)ąąŽÓĻP(gu©Īn)Ą─ėŗ╦Ń║═░l(f©Ī)╦═ųĖ┴ŅŻ¼▄łÖC(j©®)Ą─ėŗ╦Ń╣”─▄╩Ūš¹éĆČ■╝ēŽĄĮy(t©»ng)Ą─╔±Įø(j©®ng)ųąśąŻ¼øQČ©┴╦╣”─▄Ą─įO(sh©©)ėŗĪóīŹ¼F(xi©żn)ęį╝░▄łųŲą¦╣¹ĪŻ
1Īó│§╩╝öĄ(sh©┤)ō■(j©┤)PDI
│§╩╝öĄ(sh©┤)ō■(j©┤)ėøõø░³└©╦∙ėą▄łųŲõō░Õ╦∙▒žąĶĄ─öĄ(sh©┤)ō■(j©┤)ĪŻ×ķ┴╦┤ų▄łÖC(j©®)║═Š½▄łÖC(j©®)ķgõō░ÕĄ─ūįäė┼┼┴ąŻ¼▒žĒÜīóŽ┬╩÷ūā┴┐╝ėĄĮ│§╩╝öĄ(sh©┤)ō■(j©┤)ėøõø└’ĪŻ│§╩╝öĄ(sh©┤)ō■(j©┤)ę╗░Ń░³└©õō┼„Ą─╗»īW(xu©”)│╔Ę▌Īó▓─┘|(zh©¼)ĪóõōĘNĪóõō┼„╠¢Īóõō┼„Ą─ķLĪóīÆĪó║±Ż¼õō┼„╝ė¤ß£žČ╚Īó╝ė¤ßĢrķgĪó│÷Āt£žČ╚Ż╗│╔ŲĘõō░ÕĄ──┐ś╦(bi©Īo)║±Č╚ĪóöĄ(sh©┤)ō■(j©┤)─Żą═ėŗ╦Ń│÷üĒĄ─Ą└┤╬Īó£žČ╚Īó▄łųŲ┤·┤aĪó▐D(zhu©Żn)õō┤╬öĄ(sh©┤)Ż¼└õģs─Ż╩ĮĪóį╩įSĄ─TM┼┼┴ąĪó▄łÖC(j©®)▓┘ū„Īó▄łųŲą“┴ąĄ╚▄łųŲöĄ(sh©┤)ō■(j©┤)ĪŻ╩Ūš¹éĆČ■╝ē─Żą═ėŗ╦ŃĄ─╗∙ĄA(ch©│)ĪŻ▀@ą®öĄ(sh©┤)ō■(j©┤)┐╔ęįüĒūįL3Ż©MESŻ®Ų¾śI(y©©)ą┼ŽóŽĄĮy(t©»ng)ų▒Įė═©▀^TCP/IPé„╦═ĄĮL2öĄ(sh©┤)ō■(j©┤)ÄņųąŻ¼ę▓┐╔ęį╚╦╣ż╩ųäė▀M(j©¼n)ąą▌ö╚ļĪŻ
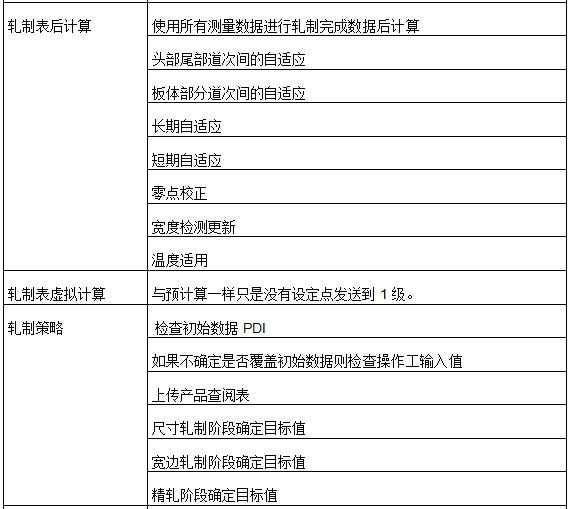
2Īó▄łųŲĄ─ā╔éĆų„ę¬ļAČ╬Ż║┤ų▄łļAČ╬║═Š½▄łļAČ╬
▄łųŲų╗ėą┤ų▄ł╗“ų╗ėąŠ½▄ł╗“┤ų▄łĪóŠ½▄łŻ©ļpÖC(j©®)╝▄▄łųŲŻ®╚ĪøQė┌│§╩╝öĄ(sh©┤)ō■(j©┤)PDI╦∙ųĖ╩ŠĄ──Ż╩Į╗“▓┘ū„╣żĄ─▀xō±─Ż╩ĮŻ¼ėąęįŽ┬╦─ĘN▓╗═¼Ą─┐žųŲ─Ż╩ĮĪŻ
2.1║åå╬─Ż╩ĮŻ║▀@ĘN─Ż╩ĮŽ┬Ż¼┤ų▄łÖC(j©®)Ž╚▀M(j©¼n)ąą│▀┤ń▄łųŲ║═īÆ▀ģ▄łųŲ╚╗║¾į┘ĄĮŠ½▄łÖC(j©®)╔ŽŠ½▄łĪŻ
2.2┘|(zh©¼)┴┐─Ż╩ĮŻ║.ŲĘ┘|(zh©¼)▄łųŲ─Ż╩ĮŻ¼┤ų▄łÖC(j©®)Ž╚▀M(j©¼n)ąą│▀┤ń▄łųŲ║═┤¾▓┐ĘųīÆ▀ģ▄łųŲŻ¼╚╗║¾ĄĮŠ½▄łÖC(j©®)▀M(j©¼n)ąą░Õ├µą╬╩Į┐žųŲŻ©PVPCŻ®▄łųŲĪŻ╚ń╣¹┤ų▄łÖC(j©®)▓╗─▄▀M(j©¼n)ąąPVPC▄łųŲŻ¼Ą½╩Ū▓┘ū„╣żęčÅŖ(qi©óng)ąą▀M(j©¼n)ąą┘|(zh©¼)┴┐─Ż╩Į▄łųŲŻ¼─Ū├┤į┌┤ų▄łÖC(j©®)╔Ž▀M(j©¼n)ąą│▀┤ń▄łųŲ║═īÆ▀ģ▄łųŲŻ¼į┌Š½▄łÖC(j©®)╔Ž▀M(j©¼n)ąąŠ½▄łą“┴ąĪŻį┌╦∙ėąŲõ╦¹ŪķørŽ┬Ż¼┘|(zh©¼)┴┐─Ż╩Įūįäė▐D(zhu©Żn)ōQĄĮĢrķg─Ż╩ĮĪŻ ═©│ŻŪķørŽ┬Ż¼┘|(zh©¼)┴┐─Ż╩ĮĄ─«a(ch©Żn)┴┐ąĪė┌Ģrķg─Ż╩ĮĄ─«a(ch©Żn)┴┐ĪŻ
2.3Ģrķg─Ż╩ĮŻ║.▄łųŲĢrķgŲĮŠ∙ĘųĮoā╔éĆ▄łÖC(j©®)Ż¼«a(ch©Żn)┴┐ūŅ┤¾ĪŻ
2.4¤ßÖC(j©®)▄łųŲTM─Ż╩ĮŻ║į┌┤ų▄łÖC(j©®)╔Žõō░Õ▄łųŲĄĮTMĄ─ųąķg║±Č╚╚╗║¾▌ö╦═ĄĮé„╦═▌üĄ└╔Ž└õģsĄĮę¬Ū¾Ą─£žČ╚║¾Ż¼į┘▌ö╦═ĄĮŠ½▄łÖC(j©®)╔Ž▀M(j©¼n)ę╗▓ĮūŅĮK│╔ŲĘ▄łųŲĪŻ
3Īó▄łÖC(j©®)ėŗ╦ŃĄ─įO(sh©©)Č©╣”─▄
▄łÖC(j©®)ėŗ╦ŃĄ─įO(sh©©)Č©╣”─▄░³└©ā╔▓┐ĘųŻ║┐žųŲ▓┐Ęų║═¤o┐žųŲ▓┐ĘųŻ¼Ė„▓┐ĘųĘųäeł╠(zh©¬)ąą▓╗═¼Ą─╣”─▄Ż¼Š▀¾w├Ķ╩÷╚ńŽ┬▒Ē╦∙╩ŠŻ║
3.1┐žųŲ▓┐Ęų╣”─▄├Ķ╩÷
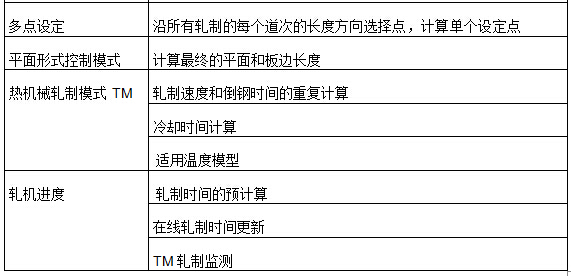
3.2¤o┐žųŲ▓┐Ęų╣”─▄├Ķ╩÷
3.3┐žųŲ▓┐Ęų╣”─▄Ą─Š▀¾wīŹ¼F(xi©żn)
3.3.1▄łųŲ▒ĒŅA(y©┤)ėŗ╦Ń
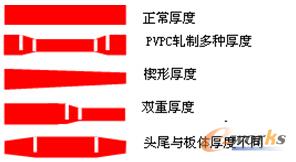
- ▄łųŲ▒Ēėŗ╦Ńė├ė┌╠Ä└Ē┤ų▄łÖC(j©®)║═Š½▄łÖC(j©®)Ż¼ė╔▄łųŲ─Żą═üĒīŹ¼F(xi©żn)ėŗ╦Ń╣”─▄ĪŻ▄łÖC(j©®)ė╔ūįäė╗»ŽĄĮy(t©»ng)Ą──Żą═üĒ┐žųŲŻ¼▓╗╩Ūė╔▓┘ū„╣ż▓┘ū„Ż¼┐╔ęįĖ∙ō■(j©┤)▄łųŲ▒Ē▀M(j©¼n)ąąūįäė▄łõōŻ¼į┌░l(f©Ī)╔·═╗░l(f©Ī)ĀŅørĢrŻ¼▓┘ū„╣ż┐╔ęį╩ųäėĖ╔ŅA(y©┤)ĪŻ▄łųŲ▒Ēėŗ╦Ń▓Į¾E┴„│╠łD╚ńŽ┬Ż║
łD1 ▄łųŲ▒Ēėŗ╦Ń▓Į¾E┴„│╠łD
3.3.2▄łųŲ▓▀┬į
-
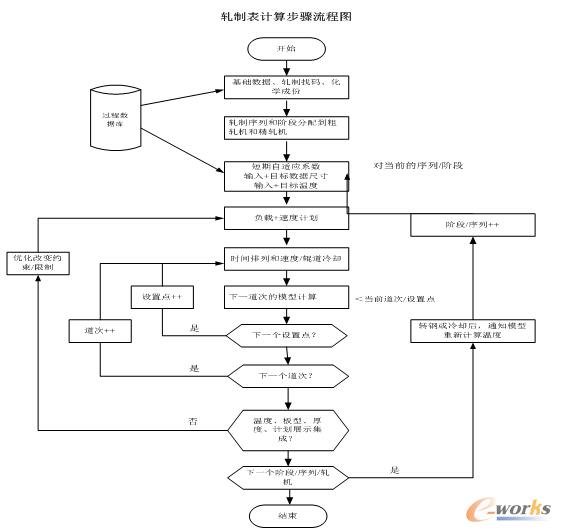
▄łųŲ▓▀┬į╩Ū▓┘ū„╣ż┼c▀^│╠┐žųŲ║═öĄ(sh©┤)īW(xu©”)─Żą═ķgĄ─▀BĮėĪŻ▄łųŲ▓▀┬įīó┤_Č©ā×(y©Łu)╗»Ą└┤╬öĄ(sh©┤)┴┐║═║Ž└ĒĄ─▄łųŲ┴”║═║╔▌dĘų▓╝ĪŻ▓┘ū„╣ż─▄╩ųäėĖ╔ŅA(y©┤)HMIĄ─▄łųŲ▒Ēėŗ╦ŃŻ¼▓┘ū„╣ż┐╔ęį▌ö╚ļŽ┬╩÷ūā┴┐Ż║čaāö─┐ś╦(bi©Īo)║±Č╚║═īÆČ╚ĪóčaāöļpÖC(j©®)╝▄Ģrķg─Ż╩ĮĄ─┤ų▄łÖC(j©®)-Š½▄łÖC(j©®)ųąķg║±Č╚Īóčaāöī¦(d©Żo)ąl(w©©i)Īóą▐Ė─▄łųŲ▒ĒĄ─śOŽ▐ųĄĪóRM/FM─Ż╩ĮĪó PVPC─Ż╩ĮĪóTM┼┼┴ąĄ╚ĪŻ▄łųŲ▓▀┬įŻ¼ŅA(y©┤)ėŗ╦ŃŻ¼║¾ėŗ╦Ń╝░ūį▀mæ¬(y©®ng)┐žųŲ┴„│╠łD╚ńŽ┬╦∙╩ŠŻ║
łD2 ▄łųŲ▓▀┬į┴„│╠łD
3.3.3 ▄łųŲ▒Ēėŗ╦Ń
▄łųŲ▒ĒųžÅ═(f©┤)ėŗ╦Ń▓╗╩▄▄łÖC(j©®)ė░ĒæĪŻ▄łųŲ▒Ē║¾ėŗ╦Ńæ¬(y©®ng)ė├į┌═Ļ│╔£y┴┐║¾▀M(j©¼n)ąą║¾ėŗ╦ŃŻ¼į┘ė├£y┴┐öĄ(sh©┤)ō■(j©┤)ųžÅ═(f©┤)ėŗ╦Ńäé═Ļ│╔Ą─£y┴┐╩┬ĒŚŻ¼╚ńę╗éĆĄ└┤╬═Ļ│╔║¾Ż¼īó╩╣ė├įōĄ└┤╬Ą─£y┴┐öĄ(sh©┤)ō■(j©┤)ųžÅ═(f©┤)ėŗ╦ŃįōĄ└┤╬ĪŻ║¾ėŗ╦ŃĄ─öĄ(sh©┤)ō■(j©┤)ū„×ķą▐Ė──Żą═Ą─╗∙ĄA(ch©│) Ż¼īóöU(ku©░)│õ║¾ėŗ╦Ń║═ą▐Ė─ęį╠Ä└Ē▄łÖC(j©®)Ą─£y┴┐öĄ(sh©┤)ō■(j©┤)ĪŻ
3.3.4░Õą═║═ŲĮš¹Č╚Ą─┐žųŲ
▄łÖC(j©®)Ą─░Õą═║═ŲĮš¹Č╚┐žųŲ╦ŃĘ©─Żą═╩Ūõō░Õ┘|(zh©¼)┴┐┐žųŲĄ─╩«Ęųųžę¬Ą──Żą═ų«ę╗Ż¼Š▀ėą▌^Å═(f©┤)ļsĄ─╣ż╦ć╦ŃĘ©║═öĄ(sh©┤)īW(xu©”)ėŗ╦ŃŻ¼─Żą═Ą─ėąą¦īŹ╩®¾w¼F(xi©żn)│÷┴╦įO(sh©©)ėŗš▀Ą─╦«ŲĮĪŻ▄łųŲ▒Ēėŗ╦Ń▒žĒÜ┐╝æ]į┌▄łÖC(j©®)╔Ž╩╣ė├░Õą═┐žųŲ║═PVPC┐žųŲĄ─┐╔─▄ąįŻ¼ę▓┐╔ęį╩╣ė├ÕFČ╚─Żą═Ż©TACŻ®╝┤Ż║ ČÓ³cŻ©7³cŻ®įO(sh©©)Č©ĘŪ│Ż▀m║Ž▄łųŲ┤¼░Õ║═ś“┴║░Õ╩╣ė├Ą─ūā║±Č╚õō░Õ╔·«a(ch©Żn)Ż¼┐╔ęį▄łųŲČÓĘN║±Č╚▓╗ęÄ(gu©®)ätĄ─õō░ÕŻ¼╚ńŽ┬łD╦∙╩ŠŻ║
łD3 ČÓĘN║±Č╚▄łųŲ╩Š└²
3.3.5 MIPA-TM┼┼┴ą
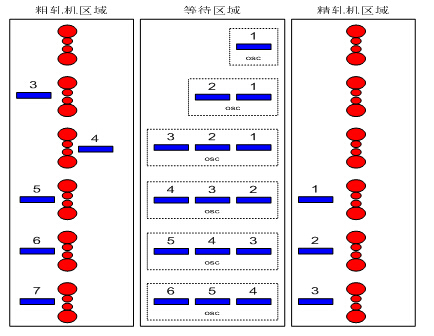
MIPA╩ŪųĖČÓÅłõō░Õ═¼Ģr▄łųŲ┐žųŲŻ¼╩Ū«a(ch©Żn)─▄ĮM┐ŚĄ─▒žę¬╩ųČ╬Ż╗TM┐žųŲų„ę¬╩ŪųąļAČ╬õō░ÕĄ─£žČ╚┐žųŲŻ¼į┌▄łųŲ╠ž╩Ōõō░ÕĄ─Ģr║“▒žĒÜ┐žųŲŽÓæ¬(y©®ng)Ą─£žČ╚ęį▒Ń▀_(d©ó)ĄĮ┘|(zh©¼)┴┐╦«£╩(zh©│n)ĪŻį┌TM▄łųŲŲ┌ķgŻ¼Ģ■╩╣ė├IC└õģs║═ACC└õģsęį▒Ńė┌▀_(d©ó)ĄĮõō░ÕĄ──┐ś╦(bi©Īo)£žČ╚ĪŻę╗┤╬▄łę╗ēKõō░ÕĢ■£p╔┘«a(ch©Żn)ŠĆ╔·«a(ch©Żn)─▄┴”Ż¼ė░Ēæ«a(ch©Żn)ŠĆ╣Ø(ji©”)ūÓĪŻ×ķ┴╦▒▄├Ō░l(f©Ī)╔·įō╩┬╝■Ż¼į┌┤ų▄łÖC(j©®)║═Š½▄łÖC(j©®)ķgę¬ėąĄ╚┤²┼┼┴ąŻ¼▀@śėŠ═┐╔ęį╩╣ČÓēKõō░Õ═¼Ģr└õģsŻ¼Ą╚┤²▄łųŲŻ¼ęŌ╦╝╩Ūų╗ėąĄ┌ę╗ēKTMõō░Õ║═Ą┌Č■ēKTM░Õ╔·«a(ch©Żn)─▄┴”Ģ■ĮĄĄ═ĪŻ«ö(d©Īng)ę╗▀B┤«Ą─TMõō░Õ┴ą╚ļėŗäØ║¾Ż¼╝ė¤ßĀtĄ─│÷õōą“┴ąÄū║§┼c┤╦ŽÓ═¼Ż¼║├Ž±ø]ėąķgą¬└õģsĪŻ«ö(d©Īng)Ū░├µĄ─õō░ÕŽ“Š½▄łÖC(j©®)ęŲäėĢrŻ¼«ö(d©Īng)Ū░å╬é„▌üĄ└╔ŽĄ─▀@ēKõō░ÕĢ■ęŲĄĮŽ┬ę╗éĆ▌üĄ└╔ŽŻ¼¼F(xi©żn)ėąĄ─ūįäė╗»ŽĄĮy(t©»ng)Ė·█Ö─Żą═Ģ■┐žųŲ╠Ä└Ē┤╦ĘNŪķørĪŻĖ·█Ö─Żą═┐žųŲŠ▀ėąĖ³Š½╝Ü(x©¼)Ą─▌üĄ└ĘųŅÉŻ¼▀@śėŠ═┐╔ęįūįäė┼┼┴ąĖ³ČÓĄ─õō░ÕĪŻ▄łÖC(j©®)▀M(j©¼n)Č╚┐žųŲ▒žĒÜł╠(zh©¬)ąąūįäė┼┼┴ąõō░ÕĪŻõō░ÕĄ─TM┼┼┴ą╚ńŽ┬Ż║
łD4 õō░ÕĄ─TM┼┼┴ą
3.3.5.1▄łųŲą“┴ą
═©▀^ė╬╩Ä▀_(d©ó)ĄĮ└õģsĄ─║±Č╚Ū░Ż¼į┌┤ų▄łÖC(j©®)╔Ž▄łųŲ┼·┴┐░ÕųąĄ─├┐ēK░ÕĪŻį┌┤ų▄łÖC(j©®)╔Ž▄łųŲŽ┬ę╗ēK░ÕŻ¼«ö(d©Īng)▀_(d©ó)ĄĮ└õģs£žČ╚║¾Ż¼▀BĮėĄĮ┤ų▄łÖC(j©®)║═Š½▄łÖC(j©®)ķgĄ─┼┼┴ąųąĪŻ╩ŻŽ┬Ą─TMõō░ÕųžÅ═(f©┤)▓Į¾EĪŻ«ö(d©Īng)?sh©┤)┌ę╗ēK░ÕĄ─└õģsĢrķgĮY(ji©”)╩°║¾Ż¼īóį┌Š½▄łÖC(j©®)╔Ž▄łųŲĪŻ▀@śė┐╔═¼Ģrį┌┤ų▄łÖC(j©®)║═Š½▄łÖC(j©®)╔Ž▄łųŲČÓēK░ÕŻ¼ā╔▄łÖC(j©®)ķgĄ─┐šķgė├ė┌└õģsõō░ÕĪŻ
3.3.5.2┼┼┴ą┐žųŲ
▄łųŲģ^(q©▒)ė“ūįäė▄łųŲ╬’┴ŽŻ¼ūįäė┼┼┴ą▒O(ji©Īn)£yĪŻ░┤ššŠ½▄łÖC(j©®)┤_Č©Ą─ąą│╠║═┤ų▄łÖC(j©®)║¾Ą─HMDŽ▐Č©Ż¼į┌HMDŪ░ūįäė┐žųŲ└õģsģ^(q©▒)Ą─┼·┴┐õō░ÕĄ─═∙ĘĄŻ©ė╬╩ÄŻ®Ą─ĪŻ.į┌└õģsģ^(q©▒)į÷╝ėę╗ēKõō░Õ╩Ūūįäė═Ļ│╔Ą─ĪŻį┌└õģsģ^(q©▒)Å─┼┼┴ą└’ęŲ│÷ę╗ēKõō░Õ╩Ūūįäė═ĻĄ─ĪŻ
3.3.5.3┼┼┴ąŚl╝■
į┌┼┼┴ąųą═¼Ģr╠Ä└Ēõō░ÕĄ─öĄ(sh©┤)┴┐╚ĪøQė┌Ž┬╩÷ģóöĄ(sh©┤)Ż║
ó┼ └õģsķgą¬▒žĒÜ╩Ūę╗ų┬Ą─╝┤ĮėĮ³ŽÓĄ╚
óŲ ė╬╩ÄŲ┌ķgĄ─õō░ÕķLČ╚┐é║ŽąĪė┌ė╬╩Äė├Ą─▌üĄ└ķLČ╚
óŪ└õģsĢrķg > Σ ┤ų▄łÖC(j©®)┐éĄ─Ģrķg(õō░ÕöĄ(sh©┤)┴┐2 ~ NŻ®
ó╚└õģsĢrķg> ΣŠ½▄łÖC(j©®)┐éĄ─ĢrķgŻ©õō░ÕöĄ(sh©┤)┴┐2 ~ NŻ®
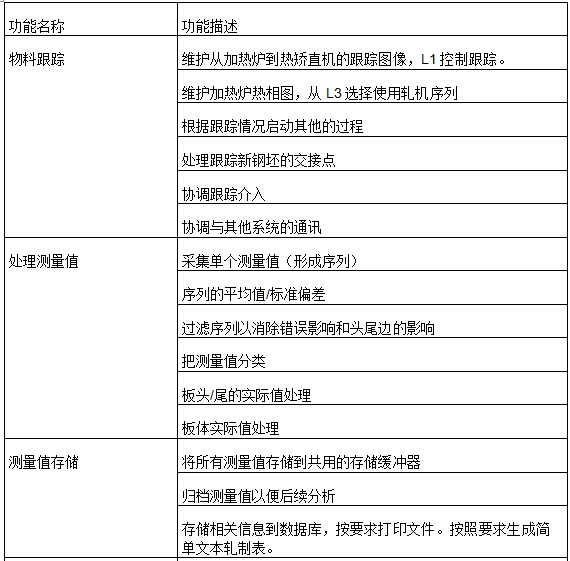
3.4¤o┐žųŲ▓┐Ęų╣”─▄Ą─Š▀¾wīŹ¼F(xi©żn)
3.4.1HMIĮń├µ
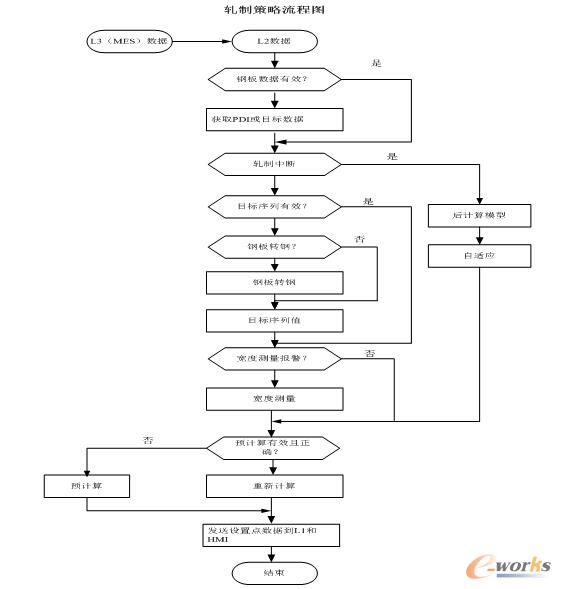
╦∙ėą┼c▓┘ū„╣żĄ─═©ėŹ╩╣ė├╗∙ĄA(ch©│)ūįäė╗»Ą─ĮKČ╦ĪŻ▓┘ū„╣ż┐╔ęį═©▀^HMI▀M(j©¼n)ąą¼F(xi©żn)ł÷Ą─ė^▓ņŻ¼▓ó═©▀^HMI▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)Ą─▌ö╚ļ▌ö│÷╗źäėŻ¼ī”ūįäė┐žųŲŽĄĮy(t©»ng)▀M(j©¼n)ąą▒žę¬Ą─Ė╔ŅA(y©┤)Ą╚ĪŻįŁät╔ŽŻ¼▓┘ū„╣ż─▄š{(di©żo)ė├ā╔éĆ▓╗═¼ą═╠¢Ą─č┌┤aŻ║▀^│╠┐žųŲč┌┤a║═OracleöĄ(sh©┤)ō■(j©┤)ÄņųąĄ─│§╩╝öĄ(sh©┤)ō■(j©┤)Īó▄łųŲą“┴ą║═£y┴┐öĄ(sh©┤)ō■(j©┤)┤µÖnĄ─č┌┤aŻ¼▀@ą®č┌┤aę▓░³└©HMIĪóPVPCĪóÅØ▌üĪó.╠Ä└ĒTM┼┼┴ąą┼ŽóĄ─ūā┴┐Ą╚ĪŻ
3.4.2╬’┴ŽĖ·█Ö
╬’┴ŽĖ·█Ö┐žųŲ╩Ū▄łÖC(j©®)╗∙ĄA(ch©│)ūįäė╗»ŽĄĮy(t©»ng)Ą─ų„ę¬ĮM│╔▓┐ĘųĪŻ╬’┴ŽĖ·█ÖĄ─╗∙▒Š╣”─▄╩ŪĖ·█Öõō┼„Å─čbĀtķ_╩╝Ż¼Įø(j©®ng)▀^│÷ĀtĪóĮø(j©®ng)▀^▄łÖC(j©®)ģ^(q©▒)ė“Ż¼Å─│²┴ū╚ļ┐┌╠Ä▌üĄ└ķ_╩╝ų▒ĄĮ¤ß│Cų▒ÖC(j©®)│÷┐┌▌üĄ└ĪŻ╬’┴ŽĖ·█Öų„ę¬ęįõō░Õ╠¢×ķų„µIŻ¼£╩(zh©│n)┤_ėøõøõō░ÕĄ─Ņ^╬▓╬╗ų├║═õō░Õį┌▌üĄ└╔ŽĄ─ķLČ╚╬╗ų├Ą╚ĪŻ
3.4.3ėøõø
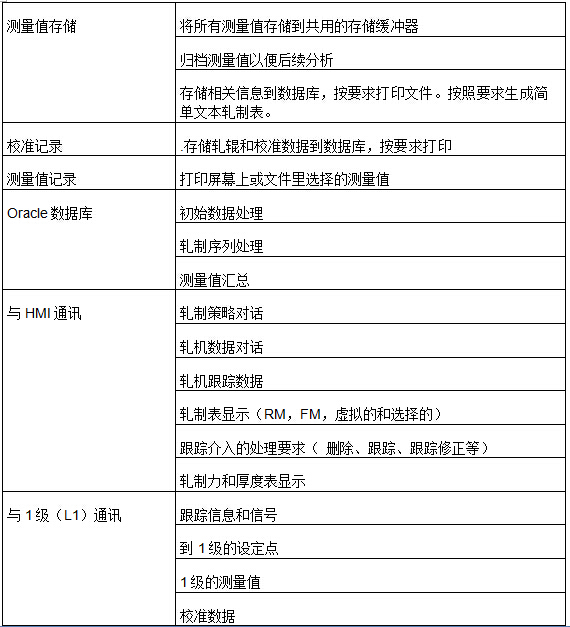
▄łųŲ▀^│╠ųą╦∙ėąĄ─öĄ(sh©┤)ō■(j©┤)▓óą╬│╔ėøõø▀M(j©¼n)ąą┤µā”Ż¼ų„ę¬ėą▀\ąąėøõøĪó£y┴┐ėøõøĪóąŻ£╩(zh©│n)ėøõøĄ╚ĪŻ
3.4.4═©ėŹ
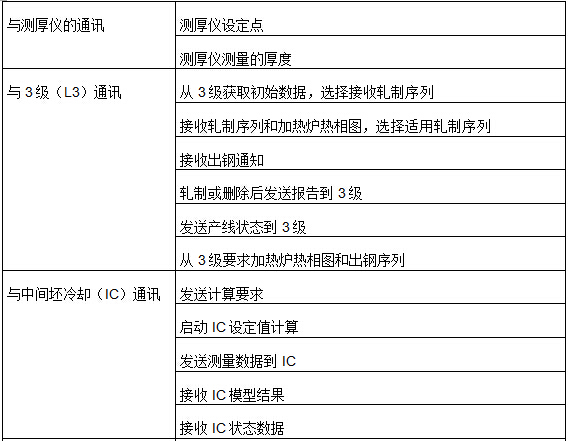
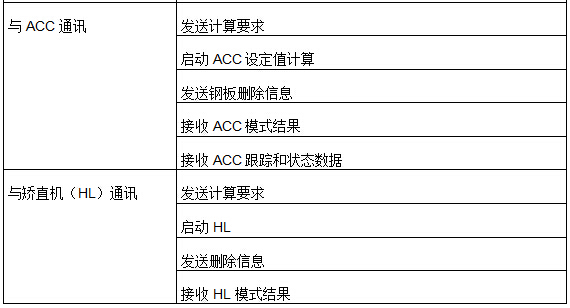
▄łÖC(j©®)ŽĄĮy(t©»ng)ę¬Ū¾═©ėŹ┴„│╠Ż¼├┐éĆĘĮŽ“ėąå╬¬ÜĄ─┴„│╠Ż¼ų„ę¬═©ėŹ░³└©Ż║┼cL3ĪóL1╝ēĄ─═©ėŹŻ¼┼cICĪó£y║±āxĪóACCĪó│Cų▒ÖC(j©®)Ą─═©ėŹŻ¼▀Ć░³└©┼cHMIĄ─═©ėŹĄ╚ĪŻęįTCP/IPĄ─ģf(xi©”)ūh▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)é„╦═Ż¼ŠÄųŲŽÓæ¬(y©®ng)Ą─ł¾╬─┤·┤aŻ¼Å─L2é„╦═ĄĮĖ„éĆįO(sh©©)éõųąśąĪŻĮė┐┌═©ėŹ╚ńŽ┬▒Ē╦∙└²Ż║

4ĪóąĪĮY(ji©”)
─┐Ū░ć°ā╚(n©©i)┤¾▓┐ĘųĄ─ųą║±░Õ▄łÖC(j©®)Č■╝ē┐žųŲŽĄĮy(t©»ng)╩Ūė╔╬„ķTūėįO(sh©©)ėŗīŹ¼F(xi©żn)Ą─Ż¼Š▀ėą▌^×ķ│╔╩ņĄ─ĘĮ░Ė║═īŹ╩®░Ė└²Ż¼į┌Ė„┤¾õōŲ¾Ą─▀\ąą▌^×ķĘĆ(w©¦n)Č©ĪŻ▒Š╬─║åę¬ĮķĮB┴╦Č■╝ēų„ę¬╣”─▄įO(sh©©)ėŗ╦╝┬ĘŻ¼▓óī”Ė„╣”─▄īŹ¼F(xi©żn)▀M(j©¼n)ąą┴╦ĮŌßīŻ¼ŽŻ═¹─▄ē“?q©▒)”─Żą═Ą─└ĒĮŌėą╦∙Ä═ų·Ī?br />
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.sdyuan.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║ųą║±░Õ▄łÖC(j©®)Č■╝ē▀^│╠ūįäė╗»╣”─▄├Ķ╩÷
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.sdyuan.com/html/solutions/14019320150.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")