0 ę²čį
į┌ĖéĀÄ╝ż┴ęĄ─╚½Ū“ĮøØ·ųąŻ¼«aŲĘ┘|┴┐ī”ųŲįņŲ¾śI(y©©)Š▀ėąŪ░╦∙╬┤ėąĄ─ųžę¬ū„ė├Ż¼ų╗ėąŠ▀éõ┴╝║├Ą─┘|┴┐╣▄└ĒĪó┐žųŲ║═▒ŻūC¾wŽĄŻ¼▓┼─▄┤_▒Ż«aŲĘ╗“Ę■äš▀_ĄĮ┘|┴┐ę¬Ū¾ĪŻČ°┤¾ČÓöĄ(sh©┤)ųŲįņŲ¾śI(y©©)į┌╔·«aųąŲš▒ķ╚▒Ę”ėąą¦Ą─┘|┴┐ą┼Žó▓╔╝»Īó╠Ä└ĒĪóĘų╬÷Īó┐žųŲ║═╣▄└ĒĄ─╩ųČ╬Ż¼¤oĘ©ėąą¦ĄžĖ─▀M«aŲĘ┘|┴┐ĪŻ
SPC( Statistical Process Control)╝┤Įy(t©»ng)ėŗ▀^│╠┐žųŲŻ¼ūŅįńŠ═╩Ūė╔├└ć°┘|┴┐╣▄└ĒīŻ╝ęą▌╣■╠ž(WA.Shewhart)ė┌1924─Ļ╠ß│÷Ą─Ż¼ŲõĖ┼─Ņ╩ŪŻ║SPC╩ŪĮĶų·öĄ(sh©┤)└ĒĮy(t©»ng)ėŗĘĮĘ©Ą─ę╗ĘN▀^│╠┐žųŲ╣żŠ▀Ż¼╦³ī”š¹éĆ╔·«a▀^│╠▀MąąĘų╬÷┼cįuārŻ¼▓óĖ∙ō■(j©┤)ŲõĘ┤üĄ─ą┼Žó╝░Ģr░l(f©Ī)¼F(xi©żn)┼╝╚╗ę“╦žĄ─│÷¼F(xi©żn)Ż¼═¼Ģr▓╔╚Ī┐╔ąą┤ļ╩®Ž¹│²Ųõė░ĒæŻ«╩╣š¹éĆ▀^│╠ŠS│ųį┌āH╩▄ļSÖCąįę“╦žė░ĒæĄ─╩▄┐žĀŅæB(t©żi)Ż¼ęį▀_ĄĮ┘|┴┐┐žųŲĄ──┐Ą─…ĪŻ┼cęį═∙Ą─┘|┴┐┐žųŲ╩ųČ╬ŽÓ▒╚SPCĄ─’@ų°╠ž³c╩Ūīó╩┬║¾Öz“×ūā?y©Łu)ķ╩┬Ū░Öz£y║═ŅAĘ└Ż¼ßśī”┘|┴┐╠žš„ųĄĄ─Įy(t©»ng)ėŗęÄ(gu©®)┬╔Ż¼═©▀^┐žųŲłD└Ēšōī”├┐ę╗Ą└ĻPµI╣żą“Į©┴óŲ║åęūĄ─┐žųŲŽĄĮy(t©»ng)Ż¼ę╗Ą®│÷¼F(xi©żn)å¢Ņ}╝░Ģr░l(f©Ī)¼F(xi©żn)▓ó╝mš²Ż¼▒▄├Ō┤¾┴┐▓╗║ŽĖ±ŲĘĄ─│÷¼F(xi©żn)Ż¼Å─Č°═Ļ│╔ī”š¹éĆ╔·«a▀^│╠īŹĢr▒O(ji©Īn)┐žŻ¼ęį▀_ĄĮ╩┬Ū░ŅAĘ└Ą──┐Ą─ĪŻ
─│╣½╦Š╩ŪęįčąųŲ╔·«a╣ŌÖCļŖę╗¾w╗»«aŲĘ×ķų„Ą─ć°╝ęųž³cŲ¾śI(y©©)Ż¼ŲõŠ½├▄ÖCąĄ╝ė╣ż▄ćķgō·žōų°╣½╦Š┤¾▓┐Ęų╣ŌļŖ«aŲĘĄ─ÖC╝ė╚╬䚯¼ī”«aŲĘ┘|┴┐Ą─ę¬Ū¾śO×ķć└Ė±ĪŻį┌įŁėą┘|┴┐╣▄└Ē─Ż╩ĮŽ┬Ż¼▄ćķgī”╔·«a▀^│╠ø]ėąėąą¦Ąž▒O(ji©Īn)┐žŻ¼▓╗─▄┴╦ĮŌ╔·«a▀^│╠╩ŪʱĘĆ(w©¦n)Č©Ż╗╔·«a┘|┴┐öĄ(sh©┤)ō■(j©┤)Ą─š¹└Ē┼cĮy(t©»ng)ėŗ▒╚▌^┴Ń╔óŻ¼ø]ėąŽĄĮy(t©»ng)Ą─Įy(t©»ng)ėŗĘų╬÷Ż¼¤oĘ©īŹ¼F(xi©żn)ī”Üv╩Ę┘|┴┐öĄ(sh©┤)ō■(j©┤)Ą─Įy(t©»ng)ėŗ▓ķįāŻ╗▓╗─▄ī”┘|┴┐å¢Ņ}▀Mąą╝░Ģrš{š¹║═Ė─╔ŲŻ¼¤oĘ©▀_ĄĮŅAĘ└┘|┴┐å¢Ņ}Ą──┐Ą─ĪŻßśī”╔Ž╩÷▄ćķg┘|┴┐╣▄└ĒĘĮ├µ┤µį┌Ą─å¢Ņ}Ė∙ō■(j©┤)Įy(t©»ng)ėŗ▀^│╠┐žųŲĄ─įŁ└ĒŻ¼▀\ė├ėŗ╦ŃÖCą┼Žó╝╝ągįOėŗķ_░l(f©Ī)┴╦▄ćķgųŲįņ▀^│╠┘|┴┐╣▄└ĒŽĄĮy(t©»ng)Ż¼▀\ė├SPCĘĮĘ©ī”ÖCąĄ╝ė╣ż▄ćķgĄ─╔·«a▀^│╠▀Mąąėąą¦▒O(ji©Īn)┐žŻ¼ī”┘|┴┐öĄ(sh©┤)ō■(j©┤)▀Mąą┐žųŲłDĘų╬÷║═▀^│╠─▄┴”┐žųŲŻ¼╝░Ģr░l(f©Ī)¼F(xi©żn)å¢Ņ}▓ó╝mš²Ż¼Å─Č°▒ŻūC«aŲĘ┘|┴┐Ż¼╠ßĖ▀╣▄└Ēą¦┬╩ĪŻ
1 ╗∙ė┌SPCĄ─▄ćķg┘|┴┐╣▄└Ē
1.1 ▄ćķg┘|┴┐╣▄└ĒśI(y©©)äš┴„│╠Ęų╬÷
×ķ┴╦æ¬ė├SPCĘĮĘ©ĮŌøQ▄ćķg┘|┴┐╣▄└ĒĘĮ├µ┤µį┌Ą─å¢Ņ}Ż¼ī”ÖC╝ė▄ćķgĄ─┘|┴┐┐žųŲ┴„│╠▀Mąą┴╦│õĘųĪóŽĄĮy(t©»ng)Ą─Ū░Ų┌š{čą║═Ęų╬÷Ż¼┐éĮYÖCąĄ╝ė╣ż▄ćķgīŹļH┘|┴┐╣▄└ĒĄ─śI(y©©)äš┴„│╠╚ńłDl╦∙╩ŠĪŻ
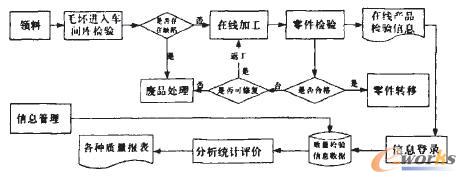
łD1 ÖC╝ė▄ćķg┘|┴┐╣▄└Ē┴„│╠łD
ÖC╝ė▄ćķgÄņ╣▄åTÅ─╣½╦Šé}ÄņŅI╚ĪįŁ▓─┴ŽŻ¼Įø▀^│§▓ĮĄ─▀MžøÖz“×ęį┤_Č©įŁ▓─┴Ž╩Ūʱ║ŽĖ±Ż¼╚ń╣¹┤µį┌┘|┴┐å¢Ņ}ät▀MąąÅUŲĘ╠Ä└ĒŻ¼Ę±ätĘ┼╚ļ▄ćķg├½┼„Äņ╬╗Ą╚┤²╝ė╣żŻ¼▓┘ū„š▀Ė∙ō■(j©┤)┼╔░l(f©Ī)Ą─┴Ń╝■╝ė╣ż┴„▐Då╬ŅI╚ĪįŁ┴Ž▀Mąą╝ė╣żŻ¼╝ė╣ż═Ļ«ģ║¾╚ń╣¹įō╝ė╣ż╣żą“×ķ┘|┴┐┐žųŲĻPµI╣żą“Ż¼ät╦═ĄĮ┘|ÖzĮM▀MąąÖz“×▓ó╠ŅīæŽÓæ¬Ą─┘|┴┐Öz“×å╬Ż¼Öz“×║ŽĖ±Ą─┴Ń╝■▐DęŲĄĮŽ┬ę╗éĆ╝ė╣ż╣żČ╬Ż¼ų▒ĄĮ┴Ń╝■į┌▒Š▄ćķg╝ė╣ż╚╬äš═Ļ«ģ║¾▀Mąął¾Į╗ĪŻī”ė┌Öz“×▓╗║ŽĖ±Ą─┴Ń╝■╚ń╣¹┐╔ęįą▐Å═ät▀MąąĘĄ╣ż▓┘ū„Ż¼Ę±ätŠ═ę¬▀MąąÅUŲĘ╠Ä└ĒĪŻ┘|Öz▓┐ķTĄ─Öz“×╚╦åTę¬īó┘|ÖzöĄ(sh©┤)ō■(j©┤)╝░Ģrõø╚ļŽĄĮy(t©»ng)ęį▒ŃĖ∙ō■(j©┤)▀@ą®öĄ(sh©┤)ō■(j©┤)╔·│╔Ė„ĘN┐žųŲłD║═┘|┴┐Įy(t©»ng)ėŗł¾▒ĒĪŻ
1.2 ╗∙ė┌SPCĄ─▄ćķg┘|┴┐┐žųŲ┴„│╠
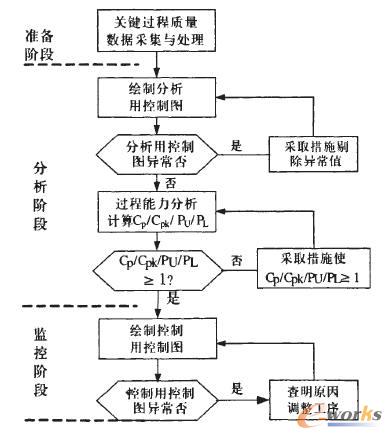
Ė∙ō■(j©┤)ÖC╝ė▄ćķg┘|┴┐╣▄└Ē┴„│╠║═┘|┴┐┐žųŲĄ─Š▀¾wąĶŪ¾Ż¼ŠC║Ž▀\ė├┐žųŲłDĪóų▒ĘĮłDĪó▀^│╠─▄┴”Ęų╬÷Ą╚SPC╝╝ągŻ¼īóÖC╝ė▄ćķg┘|┴┐╣▄└ĒŽĄĮy(t©»ng)Ą─┘|┴┐┐žųŲ┴„│╠Ęų×ķ£╩éõĪóĘų╬÷║═▒O(ji©Īn)┐ž╚²éĆļAČ╬Ż¼╚ńłD2╦∙╩ŠĪŻ
łD2 ÖC╝ė▄ćķg┘|┴┐┐žųŲ┴„│╠
1.2.1 £╩éõļAČ╬
į┌æ¬ė├SPCĘĮĘ©ų«Ū░Ż¼ąĶę¬ūRäe│÷ī”«aŲĘŲĘ┘|║├┐ņŲųžę¬ū„ė├Ą─ĻPµI▀^│╠Ż¼▓╔╝»ĻPµI▀^│╠Ą─«aŲĘ┘|┴┐ą┼Žó▓ó▀MąąĘų╬÷┼c╠Ä└ĒĪŻ
1.2.2 Ęų╬÷ļAČ╬
į┌SPCĘų╬÷ļAČ╬ąĶę¬ĮŌøQā╔éĆ╗∙▒Šå¢Ņ}Ż║ę╗╩Ū╣żą“┘|┴┐ĀŅør╩ŪʱĘĆ(w©¦n)Č©Ż╗Č■╩Ū▀^│╠─▄┴”╩Ūʱ│õūŃĪŻŪ░š▀┐╔└¹ė├┐žųŲłD▀@ĘNĮy(t©»ng)ėŗ╣żŠ▀▀MąąĘų╬÷£yČ©Ż╗║¾š▀┐╔═©▀^▀^│╠─▄┴”▓ķČ©üĒīŹ¼F(xi©żn)ĪŻ
1)┐žųŲłDĘų╬÷ę╗╔·«a▀^│╠ųą«aŲĘĄ─┘|┴┐╠žš„ųĄĄ─▓©äėŠ▀ėąĮy(t©»ng)ėŗęÄ(gu©®)┬╔ąįŻ¼ė╔ė┌ė░Ēæ┘|┴┐ę“╦žĄ─ŽĄĮy(t©»ng)š`▓Ņ¤oĘ©Ž¹│²Ūęī”┘|┴┐▓©äėė░Ēæ▌^ąĪŻ¼╣╩«öų╗┐╝æ]ŽĄĮy(t©»ng)┼╝╚╗š`▓ŅĢrĖ∙ō■(j©┤)ųąą─śOŽ▐Č©└ĒŻ¼«aŲĘ┐é¾w┘|┴┐╠žąįĘ■Å─š²æB(t©żi)Ęų▓╝N(μŻ¼σ2)ĪŻ┐žųŲłDš²╩Ū└¹ė├┘|┴┐╠žąįĄ─Įy(t©»ng)ėŗęÄ(gu©®)┬╔ąįī”▀^│╠┘|┴┐╝ėęį£yČ©Ż¼ėøõøÅ─Č°▀Mąąįu╣└║═▒O(ji©Īn)▓ņ▀^│╠╩Ūʱ╠Äė┌┐žųŲĀŅæB(t©żi)Ą─ę╗ĘNłD▒ĒH1ĪŻę╗Ą└ĻPµI╣żą“Ą─│§Ų┌╗“▀MąąŽĄĮy(t©»ng)Ė─▀M║¾┐é┤µį┌▓╗ĘĆ(w©¦n)Č©ę“╦žŻ¼ę“┤╦Ž╚ę¬Ė∙ō■(j©┤)▄ćķgīŹļHŪķør└LųŲŽÓæ¬Ą─Ęų╬÷ė├┐žųŲłDüĒ┼ąöÓ▀^│╠╩Ūʱ╩▄┐žĪŻ╚ń┤µį┌«É│Ż³cätæ¬ĘeśO▓╔╚Ī┤ļ╩®Ęų╬÷įŁę“Īóš{š¹▀^│╠Ż¼╠▐│²╦∙ėą«Éę“╩╣▀^│╠╩▄┐žĪŻ
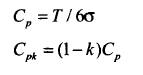
2)▀^│╠─▄┴”Ęų╬÷ę╗į┌▒ŻūC▀^│╠╩▄┐žĄ─ŪķørŽ┬Ż¼ėŗ╦Ń▀^│╠─▄┴”ųĖöĄ(sh©┤)CpŻ¼Ė∙ō■(j©┤)▒Ē1┼ąöÓ▀^│╠─▄┴”╩Ūʱ║Ž▀m(Cp≥1)ĪŻŲõųą▀^│╠─▄┴”ųĖöĄ(sh©┤)Cp╩Ū║Ō┴┐╩▄┐žĀŅæB(t©żi)Ž┬▀^│╠Ą─╝ė╣ż┘|┴┐Ę¹║Ž╣½▓ŅĘČć·─▄┴”Ą─ģóöĄ(sh©┤)ĪŻ«ö╣½▓ŅĄ─ųąą─ųĄM┼cöĄ(sh©┤)ō■(j©┤)Ęų▓╝Ą─ųąą─ę╗ų┬ĢrŻ¼ĘQ▀^│╠─▄┴”“¤oŲ½”Ż¼ųĖöĄ(sh©┤)ė├Cp▒Ē╩ŠŻ╗▓╗ę╗ų┬ĢrĘQ×ķ“ėąŲ½”Ż¼ųĖöĄ(sh©┤)ė├Cpk▒Ē╩ŠŻ¼ėŗ╦Ń╣½╩Į╚ńŽ┬╦∙╩ŠĪŻ
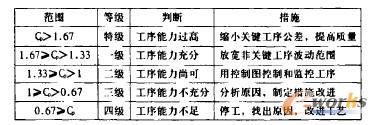
╚ń╣¹▀^│╠─▄┴”│õūŃŻ¼ät▀M╚ļ▒O(ji©Īn)┐žļAČ╬Ż╗╚ń╣¹▀^│╠─▄┴”▓╗ūŃŻ¼ätę¬▓╔╚Ī┤ļ╩®Ęų╬÷įŁę“Īóš{š¹▀^│╠Ż¼╚╗║¾ųžą┬▀Mąą▀^│╠┼ąöÓ║═▀^│╠─▄┴”įuārĪŻ
▒Ē1 ▀^│╠─▄┴”ųĖöĄ(sh©┤)įuār▒Ē
1.2.3 ▒O(ji©Īn)┐žļAČ╬
į┌▀^│╠─▄┴”ūŃē“Ą─Ū░╠ߎ┬Ż¼═©▀^čėķLĘĆ(w©¦n)æB(t©żi)Ž┬┐žųŲłDĄ─┐žųŲŠĆū„×ķ┐žųŲė├┐žųŲłDī”╔·«a▀^│╠▀Mąą▒O(ji©Īn)┐žŻ¼▓ó═©▀^═ŲęŲłD║═┼┼┴ąłDĄ╚▌oų·łD▒ĒĘų╬÷«a╔·┘|┴┐å¢Ņ}Ą─įŁę“ĪŻ╚ń│÷¼F(xi©żn)«É│Żät╝░Ģr▓ķ├„įŁę“Ż¼▓ó▓╔╚ĪŽÓæ¬┤ļ╩®š{š¹╣żą“Ż¼╩╣┘|┴┐▀^│╠ųžą┬╠Äė┌ĘĆ(w©¦n)æB(t©żi)ĪŻ▒O(ji©Īn)┐žļAČ╬┐╔ęį│õĘų¾w¼F(xi©żn)│÷SPCŅAĘ└┐žųŲĄ─ū„ė├ĪŻ
į┌ÖC╝ė▄ćķgĄ─īŹļHæ¬ė├ųąŻ¼ī”ė┌├┐Ą└ĻPµI╣żą“Č╝▒žĒÜĮø▀^ęį╔Ž╚²éĆļAČ╬Ż¼▓óŪęį┌▒žę¬ĢrĢ■ųžÅ═▀MąąÅ─Ęų╬÷ĄĮ▒O(ji©Īn)┐žĄ─▀^│╠ĪŻ
2 ╗∙ė┌SPCĄ─┘|┴┐╣▄└ĒŽĄĮy(t©»ng)Ą─įOėŗ┼cīŹ¼F(xi©żn)
2.1 ┘|┴┐╣▄└ĒŽĄĮy(t©»ng)ĮYśŗįOėŗ
ī”ė┌▓╗═¼Ą─ųŲįņŲ¾śI(y©©)Ż¼Ųõ┘|┴┐─┐ś╦▓╗═¼Īó┘|┴┐¾wŽĄę¬╦ž▓╗═¼Īó┘|┴┐╗ŅäėĄ─ā╚╚▌╝░é╚ųž³cę▓▓╗▒MŽÓ═¼Ż¼æ¬įōĖ∙ō■(j©┤)Ų¾śI(y©©)Ą─īŹļHąĶŪ¾įOėŗ║═ęÄ(gu©®)äØ─ŻēK╣”─▄▓ó▀Mąąķ_░l(f©Ī)ĪŻ╗∙ė┌╔Ž╬─╦∙╩÷ÖC╝ė▄ćķg┘|┴┐┐žųŲ┴„│╠Ż¼ĮY║Ž▄ćķgĄ─īŹļH▀\ū„╠ž³cĪó┘|┴┐╣▄└ĒĀŅør║═ŽÓĻPś╦£╩Ż¼╠ß│÷┴╦╚ńłD3╦∙╩Šė╔▒O(ji©Īn)┐žīėĪóöĄ(sh©┤)ō■(j©┤)īė╝░æ¬ė├īėĮM│╔Ą─▄ćķg┘|┴┐╣▄└ĒŽĄĮy(t©»ng)¾wŽĄĮYśŗĪŻ
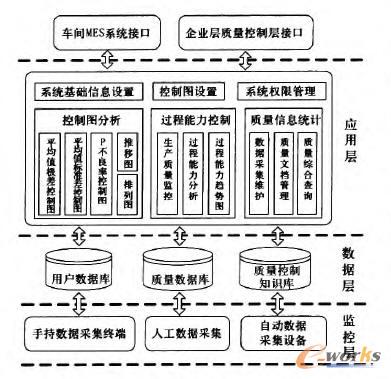
łD3 ÖC╝ė▄ćķg┘|┴┐╣▄└ĒŽĄĮy(t©»ng)¾wŽĄĮYśŗ
1)▒O(ji©Īn)┐žīėŻ║▒O(ji©Īn)┐žīėžōž¤ÖC╝ė▄ćķg╔·«a▀^│╠ųą┘|┴┐┐žųŲĻPµI╣żą“┘|┴┐öĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»ĪŻ¼F(xi©żn)ėąÖC╝ė▄ćķgĄ─┘|┴┐öĄ(sh©┤)ō■(j©┤)▓╔╝»╩ųČ╬ų„ę¬ėą╩ų│ųöĄ(sh©┤)ō■(j©┤)▓╔╝»ĮKČ╦Īó╚╦╣żöĄ(sh©┤)ō■(j©┤)▓╔╝»ęį╝░╚²ū°ś╦āxĄ╚ūįäėöĄ(sh©┤)ō■(j©┤)▓╔╝»įOéõŻ¼▄ø╝■╠ß╣®Ųõ┼cöĄ(sh©┤)ō■(j©┤)īė▀MąąöĄ(sh©┤)ō■(j©┤)Į╗╗źĄ─öĄ(sh©┤)ō■(j©┤)Įė┐┌ĪŻ
2)öĄ(sh©┤)ō■(j©┤)īėŻ║öĄ(sh©┤)ō■(j©┤)īėžōž¤▄ø╝■ŽĄĮy(t©»ng)ą┼ŽóöĄ(sh©┤)ō■(j©┤)Ą─┤µā”║═╣▄└ĒĪŻė├æ¶öĄ(sh©┤)ō■(j©┤)Äņ┤µā”ė├æ¶ĪóĮŪ╔½║═ŽÓæ¬ÖÓŽ▐ą┼ŽóŻ╗┘|┴┐ą┼ŽóöĄ(sh©┤)ō■(j©┤)Äņžōž¤▄ćķg┘|┴┐▀^│╠ą┼ŽóĄ─┤µā”║═╣▄└ĒŻ¼×ķ┐žųŲłD└LųŲ║═▀^│╠─▄┴”Ęų╬÷╠ß╣®öĄ(sh©┤)ō■(j©┤)ų¦│ųŻ╗┘|┴┐┐žųŲų¬ūRÄņ╣▄└Ē┘|┴┐┐žųŲ┼cš{š¹▀^│╠ųąĄ─Ęų╬÷į\öÓ╝░╠Ä└ĒĘĮĘ©ą┼ŽóŻ¼×ķ┘|┴┐į\öÓ║═▀^│╠š{š¹╠ß╣®ģó┐╝ĪŻ
3)æ¬ė├īėŻ║æ¬ė├īė╝»│╔┴╦ŽĄĮy(t©»ng)▀\ąąĄ─║╦ą─śI(y©©)äš─ŻēKŻ¼░³└©┴╦┐žųŲłDĘų╬÷─ŻēKĪó▀^│╠─▄┴”Ęų╬÷┐žųŲ─ŻēKĄ╚SPC┘|┴┐┐žųŲĄ─ų„ę¬æ¬ė├ĘĮĘ©Ż¼╩ŪīŹ¼F(xi©żn)┘|┴┐Įy(t©»ng)ėŗ▀^│╠┐žųŲĄ─ų„ę¬═ŠÅĮĪŻ│²┴╦ęį╔Žā╔éĆ─ŻēKæ¬ė├īė▀Ć░³└©┘|┴┐ą┼ŽóĮy(t©»ng)ėŗęį╝░ŽĄĮy(t©»ng)╣▄└Ē─ŻēKĪŻĖ∙ō■(j©┤)ÖC╝ė▄ćķgŲĘĘNČÓĪó┼·┴┐ūā╗»┤¾Ą─╠ž³cŻ¼┐žųŲłDĘų╬÷─ŻēK▀xė├Š∙ųĄ-śO▓Ņ┐žųŲłDĪóŠ∙ųĄ-ś╦£╩▓Ņ┐žųŲłDĪóp▓╗┴╝┬╩┐žųŲłDū„×ķĘų╬÷ė├┐žųŲłDĪŻ▀M╚ļSPC▒O(ji©Īn)┐žļAČ╬Ż¼═©▀^čėķL┐žųŲłDĄ─┐žųŲŠĆū„×ķ┐žųŲė├┐žųŲłDī”╔·«a▀^│╠▀Mąą▒O(ji©Īn)┐žŻ¼▓ó═©▀^═ŲęŲłD║═┼┼┴ąłD▌oų·Ęų╬÷«a╔·┘|┴┐å¢Ņ}Ą─įŁę“ĪŻ▀^│╠─▄┴”Ęų╬÷─ŻēKžōž¤į┌▄ćķg┘|┴┐▀^│╠╠Äė┌Įy(t©»ng)ėŗĘĆ(w©¦n)æB(t©żi)║¾ī”▀^│╠─▄┴”ųĖöĄ(sh©┤)▀MąąĘų╬÷┼cėŗ╦ŃĪŻ┘|┴┐ą┼ŽóĮy(t©»ng)ėŗ─ŻēKžōž¤öĄ(sh©┤)ō■(j©┤)Ą─ŠSūoęį╝░┘|┴┐╬─ÖnĄ─╣▄└Ē║═▓ķįāĪŻ│²┤╦ų«═ŌŻ¼ŽĄĮy(t©»ng)╣▄└Ē─ŻēKīŹ¼F(xi©żn)ŽĄĮy(t©»ng)Ą─įOų├║═ė├æ¶╣▄└Ē╣”─▄ĪŻ
╗∙ė┌SPCĄ─▄ćķg┘|┴┐╣▄└ĒŽĄĮy(t©»ng)▓ó▓╗╩Ūę╗éĆ╣┬┴óĄ─ŽĄĮy(t©»ng)Ż¼▒žĒÜ║═ÖC╝ė▄ćķg¼F(xi©żn)ėąĄ─MESęį╝░Ų¾śI(y©©)╝ēĄ─┘|┴┐╣▄└Ēīė╝»│╔Ż¼▓┼─▄▒▄├Ō“ą┼Žó╣┬Źu”Ą─│÷¼F(xi©żn)Ż¼╩╣ų«║▄║├Ąž░l(f©Ī)ō]ū„ė├ĪŻŽĄĮy(t©»ng)═©▀^æ¬ė├XMLųąķg╝■╝╝ągęį╝░═¼śŗöĄ(sh©┤)ō■(j©┤)ÄņīŹ¼F(xi©żn)┼cŲõ╦¹ą┼ŽóŽĄĮy(t©»ng)Ą─ą┼ŽóĮ╗╗źĪŻ
2.2 ┘|┴┐╣▄└ĒŽĄĮy(t©»ng)Ą─īŹ¼F(xi©żn)
╗∙ė┌╔Ž╩÷įŁ└Ē║═ŽĄĮy(t©»ng)¾wŽĄĮYśŗŻ¼ęį╝░ŠWĮjŁh(hu©ón)Š│Ž┬┘|┴┐╣▄└ĒŽĄĮy(t©»ng)▒žĒÜū±čŁīŹė├ąįĪó░▓╚½ąįĪó┐╔┐┐ąį║═ķ_Ę┼ąįĄ╚▄ø╝■ķ_░l(f©Ī)įŁät▓óį┌┐╝æ]ĄĮÖCąĄ╝ė╣ż▄ćķgīŹļH╔·«aŪķørĄ─╗∙ĄA╔ŽŻ¼└¹ė├Microsoft.NETŠÄ│╠Łh(hu©ón)Š│ķ_░l(f©Ī)┴╦╗∙ė┌SPCĄ─▄ćķgųŲįņ▀^│╠┘|┴┐╣▄└ĒŽĄĮy(t©»ng)ĪŻ
▄ø╝■ŽĄĮy(t©»ng)ęįOracle 9iöĄ(sh©┤)ō■(j©┤)Äņ×ķų¦ō╬Ż¼Windows×ķŪ░┼_▓┘ū„ŲĮ┼_Ż¼ęįŲ¾śI(y©©)ā╚▓┐ŠWĮj×ķ▀\ąąŁh(hu©ón)Š│Ż¼═©▀^▄ćķg¼F(xi©żn)ł÷▒O(ji©Īn)┐žįOéõ║═╚╦╣ż▓╔╝»╝░Ģr╩š╝»┤¾┴┐╔·«a┘|┴┐öĄ(sh©┤)ō■(j©┤)Ż¼└LųŲSPC┐žųŲłD▓ó▀Mąą▀^│╠─▄┴”Ęų╬÷Ż¼īŹĢr▒O(ji©Īn)┐ž├┐Ą└ĻPµI╣żą“Ą─┘|┴┐Ż¼╝░Ģr░l(f©Ī)¼F(xi©żn)å¢Ņ}Ż¼▓╗öÓĘų╬÷┘|┴┐å¢Ņ}ųąĖ„ĘNė░Ēæę“╦žŻ¼šę│÷įŁę“Š«▓╔╚ĪĮŌøQ┤ļ╩®▀Mąąßśī”ąįŅAĘ└║═Ė─╔ŲŻ¼Å─Č°▀_ĄĮ│ų└m(x©┤)Ė─▀MĄ──┐Ą─ĪŻŲõųąłD4×ķŲĮŠ∙ųĄę╗śO▓Ņ┐žųŲłDĮń├µŻ¼łD5×ķ▀^│╠─▄┴”┌ģä▌łDĮń├µŻ¼łD6×ķ┘|┴┐ą┼ŽóŠC║Ž▓ķįāĮń├µĪŻ
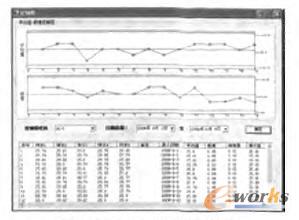
łD4 ŲĮŠ∙ųĄę╗śO▓Ņ┐žųŲłD
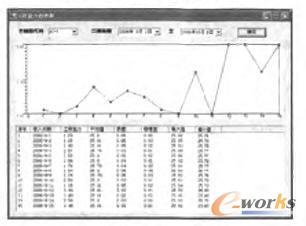
łD5 ▀^│╠─▄┴”┌ģä▌łD
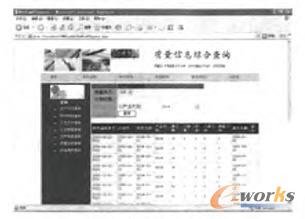
łD6 ┘|┴┐ą┼Žó▓ķįā
3 ĮY╩°šZ
Įy(t©»ng)ėŗ▀^│╠┐žųŲ(SPC)Ą─æ¬ė├╩ŪŲ¾śI(y©©)┘|┴┐╣▄└ĒĄ─ėąą¦╣żŠ▀Ż¼ļSų°SPC╝╝ąg║═╣▄└ĒĄ─ų▓Į│╔╩ņ║═Ųš╝░Ż¼╩╣SPCį┌┘|┴┐╣▄└ĒĪó┘|┴┐▒ŻūCųą░l(f©Ī)ō]ų°įĮüĒįĮųžę¬Ą─ū„ė├ĪŻ┘|┴┐╣▄└Ēū„×ķ▄ćķgųŲįņł╠(zh©¬)ąą▀^│╠ųą▓╗┐╔╗“╚▒Ą─ę╗Łh(hu©ón)Ż¼×ķ╔ŽīėŽĄĮy(t©»ng)╠ß╣®┤¾┴┐īŹļH╔·«aųąĄ─┘|┴┐öĄ(sh©┤)ō■(j©┤)Ż¼╩╣Ų¾śI(y©©)Ą─╔·«a┐╔ęįĘĆ(w©¦n)Č©Īóėąą“Ą─▀MąąŻ¼ī”ė┌Ų¾śI(y©©)ĘĆ(w©¦n)Č©╠ßĖ▀«aŲĘŲĘ┘|╦«ŲĮŻ¼╠ßĖ▀Ų¾śI(y©©)╣▄└Ē╦«ŲĮ║═Ų¾śI(y©©)ĮøĀI┐āą¦Š▀ėąųžę¬ęŌ┴xĪŻ▒Š╬─ĮķĮB┴╦Įy(t©»ng)ėŗ▀^│╠┐žųŲĄ─ŽÓĻPįŁ└ĒŻ¼īóSPC╝╝ąg┼cėŗ╦ŃÖCą┼Žó╝╝ągŽÓĮY║ŽŻ¼įOėŗ▓óīŹ¼F(xi©żn)┴╦ÖCąĄ╝ė╣ż▄ćķg┘|┴┐╣▄└ĒŽĄĮy(t©»ng)Ż¼═©▀^ī”┘|┴┐ą┼ŽóĄ─╝░Ģr╠Ä└Ē║═Įy(t©»ng)ėŗįuārŻ¼Ė─ūā┴╦Ų¾śI(y©©)įŁėąĄ─╚╦╣żĮy(t©»ng)ėŗĘĮ╩ĮŻ¼╠ßĖ▀┴╦▄ćķg┘|┴┐ą┼Žó▓╔╝»ĪóĮy(t©»ng)ėŗĪóĘų╬÷╠Ä└ĒĄ─╦┘Č╚║═╦«ŲĮŻ¼╠ßĖ▀┴╦┘|┴┐┐žųŲĄ─Ģrą¦ąį║═┘|┴┐╣▄└ĒĄ─ą¦┬╩Ż¼▒ŻūC┴╦«aŲĘĄ─┘|┴┐ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅIė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻPūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.sdyuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌SPCĄ─▄ćķgųŲįņ┘|┴┐╣▄└ĒŽĄĮy(t©»ng)蹊┐
▒Š╬─ŠWųĘŻ║http://www.sdyuan.com/html/consultation/10819410175.html



▀xą═ųąą─")
¾w“×ųąą─")
«aŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")